金属ブラストの材質違いによる表面粗さの差について
金属のブラスト加工におけるパラメーターは
- メディアの種類
- メディア粒度
- 照射距離
- 噴射圧力
- 噴出先端形状
おおよそ、このような制御項目があります。
今回は同じブラスト照射条件にて、材質毎に得られる金属 表面粗さの差を検証します。
![]()
ブラスト処理のご相談、カットパネル(切り板)の加工販売から各種金属加工品の販売、特殊研磨のご相談、
サンプルのご提供、金属コーティング液販売はこちら
ブラスト試験で用意する材質
- ステンレス鋼SUS304識別
- 純チタンTP270C
- アルミニウムA5052
板厚みは1.5mmで全て揃えています。
ブラストサンプル試料サイズ
55mmx90mm
ブラスト 投射メディアは2種
- ガラスビーズ
- アルミナ
ブラスト メディア粒度
- ガラスビーズ#80相当
- ガラスビーズ#100相当
- アルミナ#120
- アルミナ#60
この条件下でのブラスト加工による材質の表面粗さの差を検証していきます。
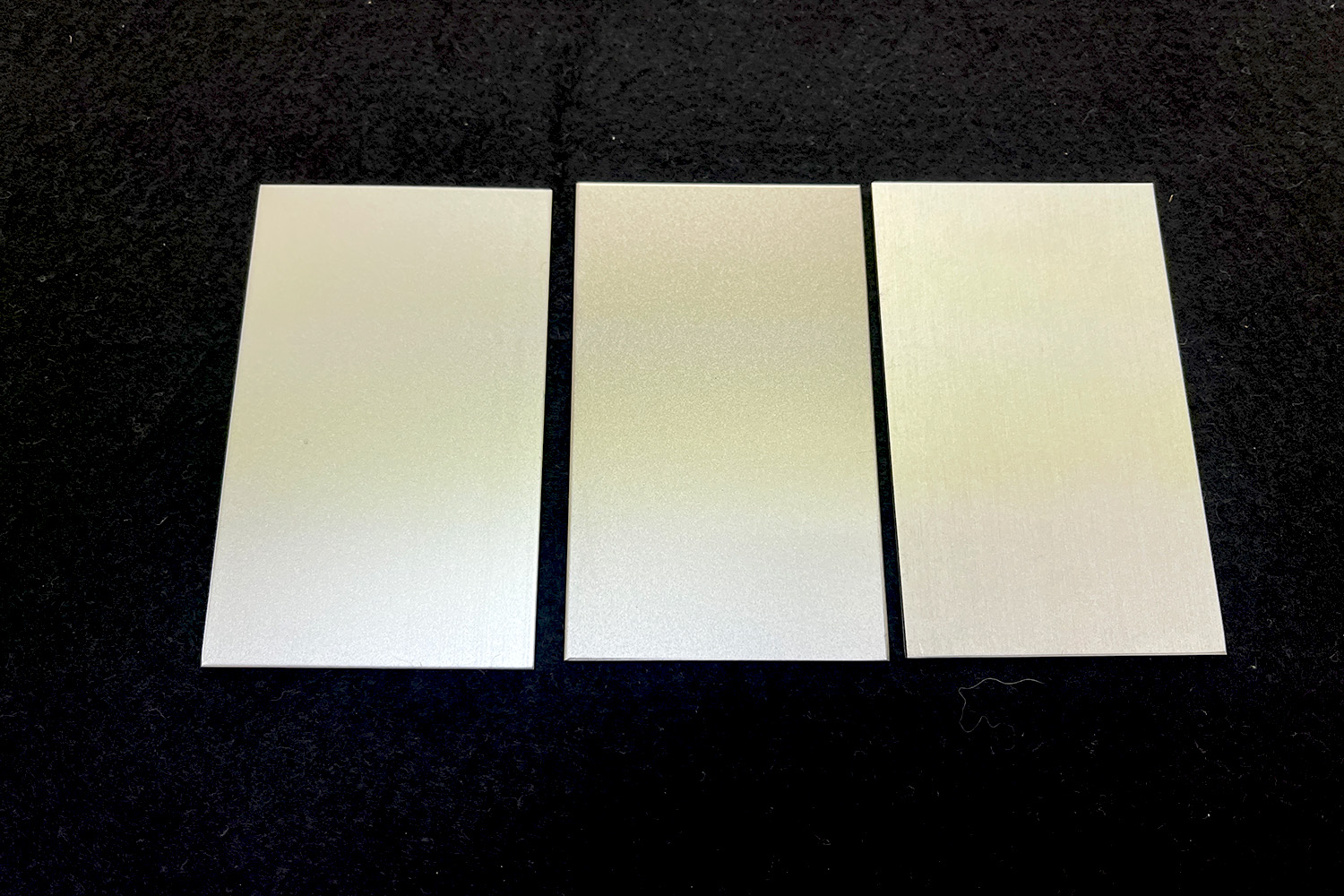
ガラスビーズブラスト#80相当
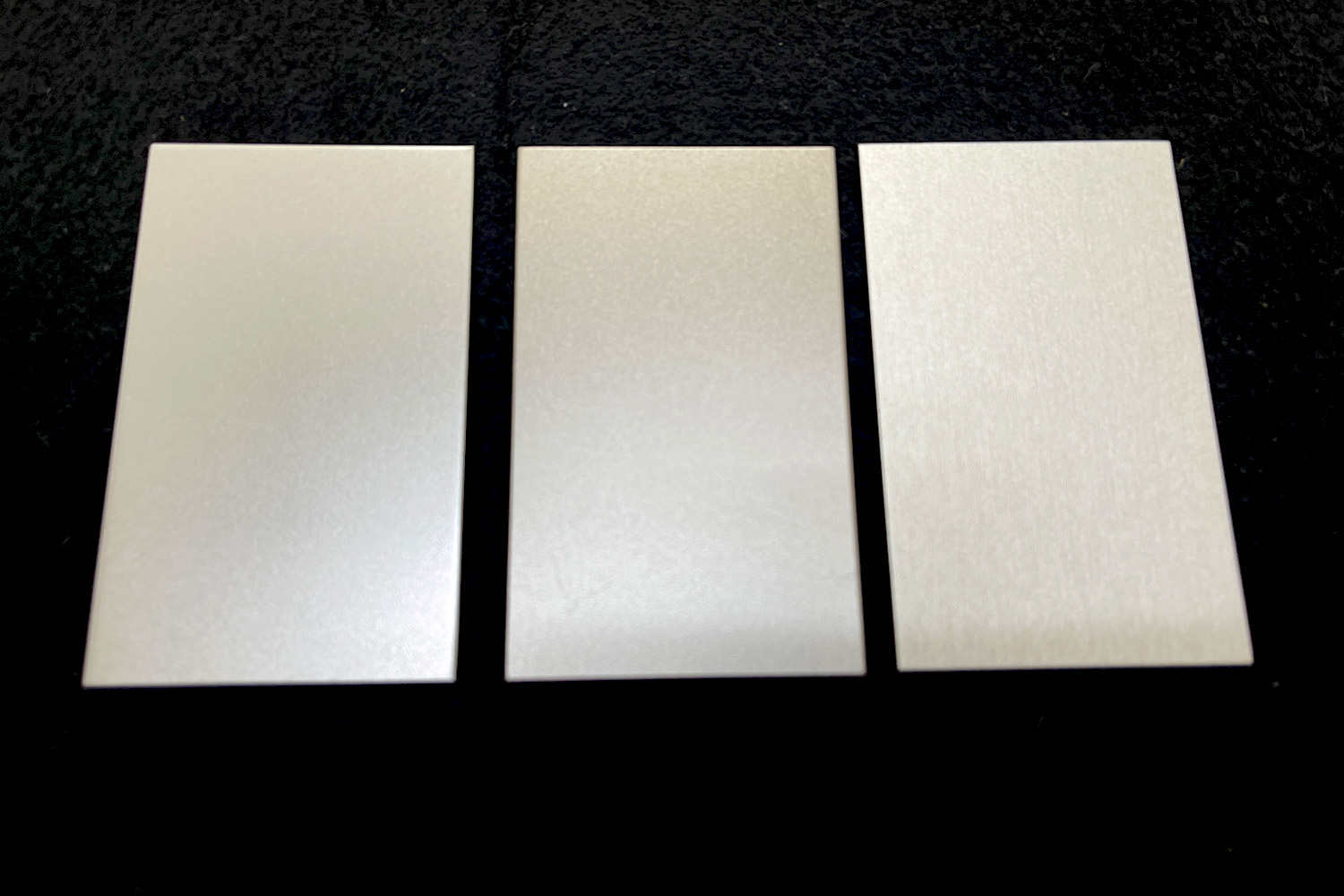
左から ステンレス鋼 チタン アルミニウム

※実測値なので、参考値としてご覧ください
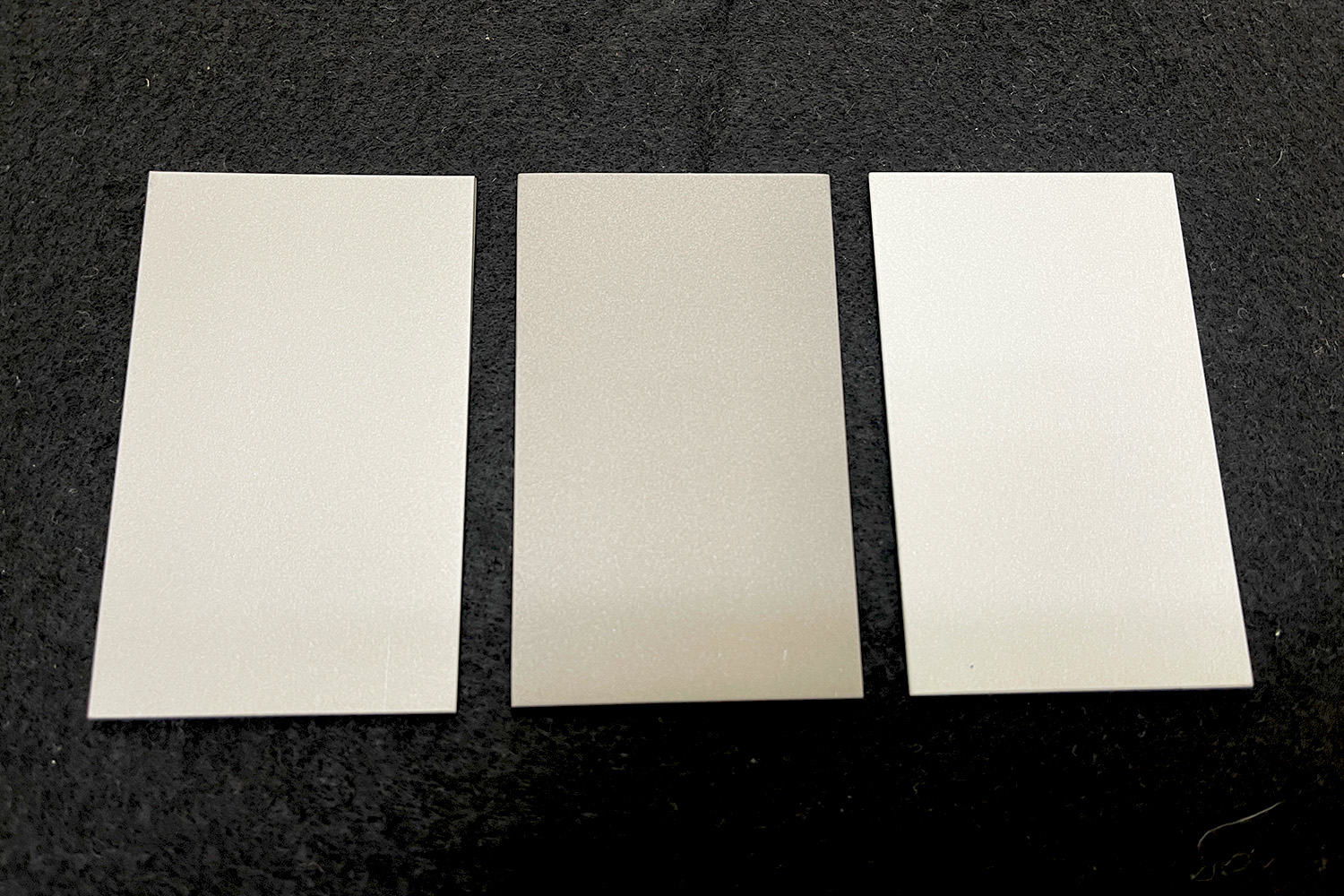
ガラスビーズブラスト#100相当
左から ステンレス鋼 チタン アルミニウム にブラストを施したもの

※実測値なので、参考値としてご覧ください
アルミナブラスト#120相当
左から ステンレス鋼 チタン アルミニウム にブラストを施したもの

※実測値なので、参考値としてご覧ください
アルミナブラスト#60相当
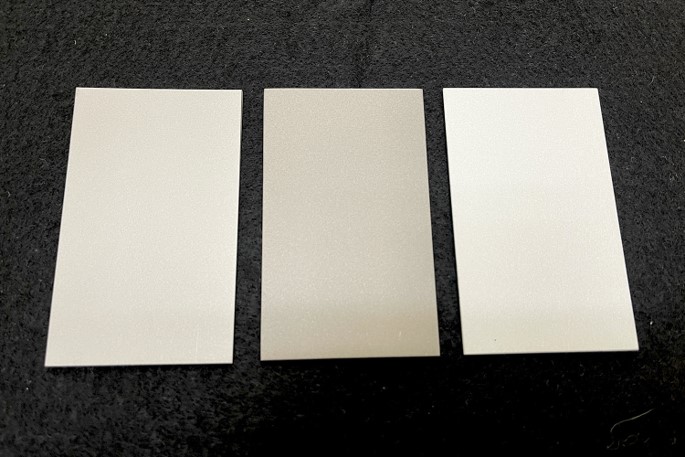
左から ステンレス鋼 チタン アルミニウム にブラストを施したもの

※実測値なので、参考値としてご覧ください
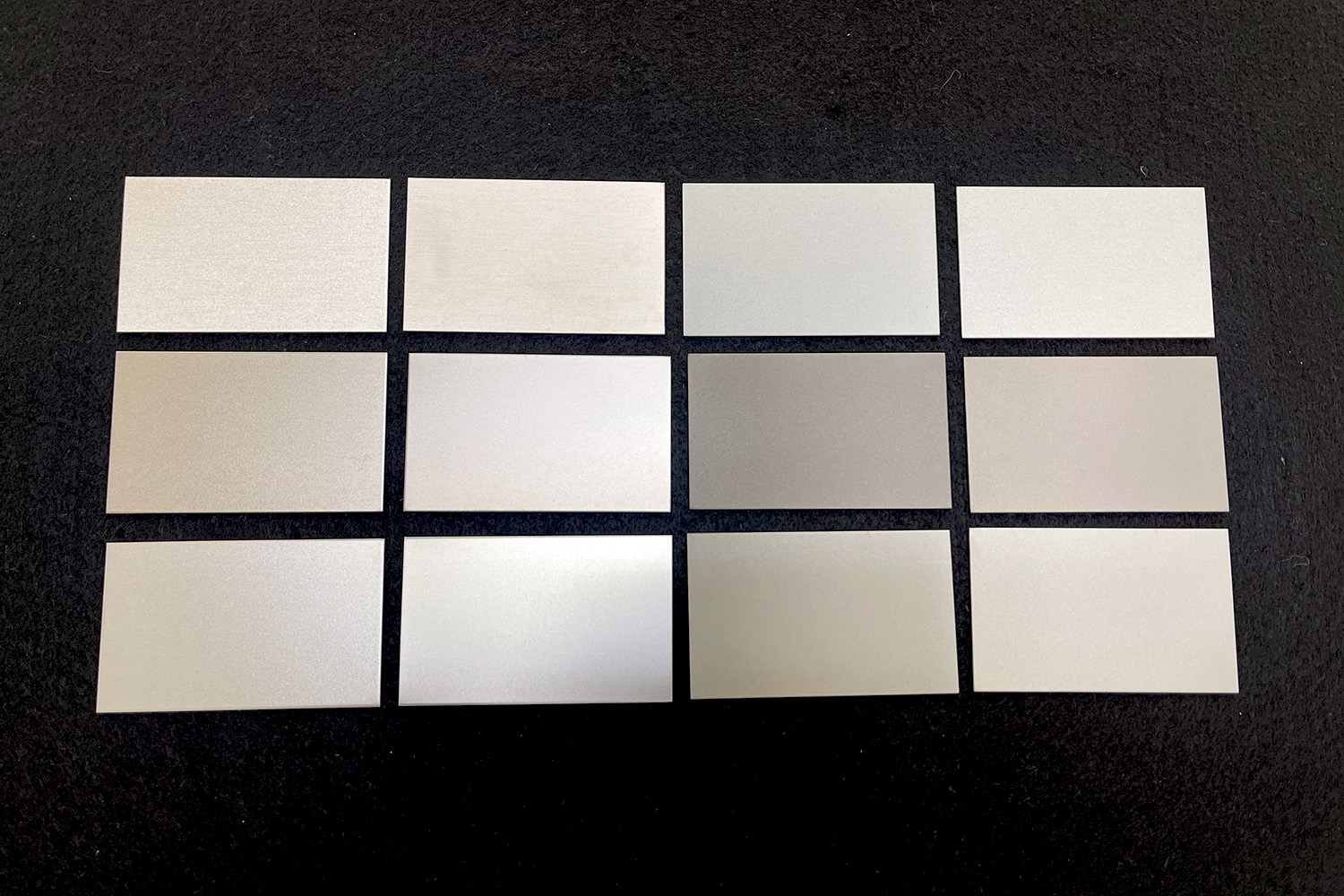
材質違いによる表面粗さの差について
同じ投射条件で処理を行っても、材質により表面粗さに差が出ます。さらに表面粗さが大きいからといっても、メディアによっては研削力がなく表面の板製造時の筋が残留することもあります。
つまり、得たい表面粗さを確立するためには、まず母材選定を行い、その母材に応じたブラスト加工が必要となります。
さらに、その外観も重要視する場合には仕上がり状況を勘案して、ブラスト工程の確立をしていくことが必要となります。
下段から ステンレス鋼 チタン アルミニウム

※実測値なので、参考値としてご覧ください
ブラスト加工品の採用事例
【液晶基板製造装置(露光装置)】基板ステージ&真空チャンバー本体&防着板&構造部品
チャンバー内壁に凹凸をつけることでコンタミ吸着率の向上及び真空度改善への機能付加を行った事例です。
【半導体製造装置】シャワープレート&内部部品&外部カバー&セラミックス内部部品洗浄事例
半導体製造装置の内部部品の熱拡散を目的として、表面粗さレベルを一定に制御した事例です。
側溝蓋

こちらの側溝蓋は高速道路で使用される側溝蓋に採用された事例です。
↓お問い合わせはこちら↓
ブラスト処理のご相談、カットパネル(切り板)の加工販売から各種金属加工品の販売、特殊研磨のご相談、
サンプルのご提供、金属コーティング液販売はこちら
こちらのサイトもご覧ください
〈意匠金属に関するサイト〉
〈採用情報に関するサイト〉