ステンレス鋼の粗研磨加工について
粗研磨加工とは

粗研磨加工はステンレス鋼の黒皮と呼ばれる、酸化膜を除去する目的で使用されます。
冷間圧延材はあまり使用しませんが、熱間圧延材ではよく利用します。
理由は、冷間圧延材は基本的にあまり削らなくても汎用的なバフ加工で綺麗な鏡面となりますが、熱間圧延材は表面の酸化膜が厚く、硬いため、グランダーなどを用いて削る必要があるためです。
小さな材料であれば、手動グラインダーで対応ができますが、大きなタンク用の板材やプラント用の板材となると、納期的な面やコスト面、安全面から人手で削るのは難しくなります。
それゆえに、大きな板材の熱間圧延材では、この酸化膜を剥がすための粗研磨加工を行うことがあります。
熱間圧延材の肌と冷間圧延材の肌の差
ステンレス鋼の冷間圧延材は銀色で表面が滑らかな状態のものです。対して、熱感圧延材は表面が白く硬い酸化膜に覆われています。
特に板厚の厚い材料には表面にショットブラスト酸洗という工程をとったものが多く、なかなか人の手で大面積を削るのは骨の折れる作業となります。
-
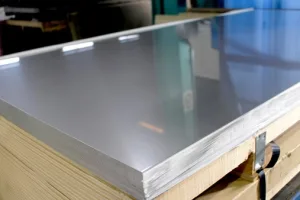
- 冷間圧延材の板肌
-

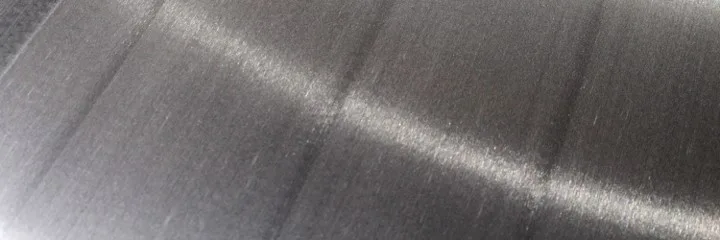
- 熱間圧延材の板肌
粗研磨加工ステンレスの主な用途

粗研磨加工を行ったステンレス鋼の板材の用途は、主に、プラント部品、機器部品、装置部品、装置チャンバー、食品タンク、化学タンク、医療タンクなどです。
まず、粗研磨加工してある板材を加工し、形に仕上げてから、バフ研磨加工や電解研磨加工を行うことで仕上げていきます。
所定の性能を安定的に出すため、粗研磨加工の番手指定を行ったりします。
粗研磨加工の具体的な仕上げ
一般的な粗研磨加工の番手仕上げについて紹介します。
当社の商品名も対比記載しますので必要に応じてご依頼ください。

粗研磨加工の製造範囲
ステンレス鋼素材への粗研磨加工の適用範囲は非常に広く対応可能です。
以下に代表的な形状をご紹介します。
板材

鋼種はオーステナイト系、フェライト系、など全てのステンレス鋼種に対応可能です。
板厚は3.0mm以上で重量にもよりますが、60mm厚み程度までは作業可能です。
型鋼・パイプ類

鋼種はオーステナイト系、フェライト系、など全てのステンレス鋼種に対応可能です。
長さは最大6000mmまで可能です。
まとめ
ステンレス鋼の使用範囲は非常に多岐にわたります。
それゆえに、材料の状態で最終加工まで仕上げる場合と中間工程のような粗研磨加工で材料を作り、製作後に仕上げというものもあります。
また、表面の黒皮を剥がすことで滑らかになり耐食性の向上も期待できます。
(※バフ加工まで仕上げることで防汚性と耐食性が上がります)
最終的に得られたい機能や性能を想定して、加工工程を組み上げていくことで、最適なプロダクトが完成します。
お気軽にお問い合わせください。